| 土工膜焊接施工技术方案 |
| 点击次数:19877次 发布时间:2016/6/23 |
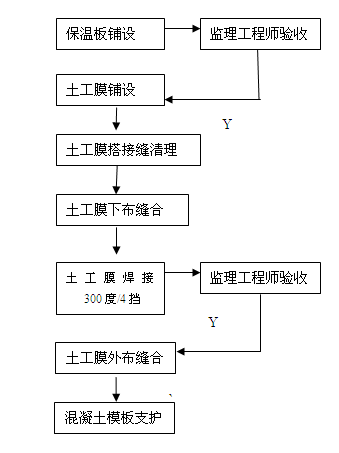
本工程渠道混凝土护砌下设防渗材料为两布一膜,土工膜拼接方法采用热熔焊法,我部于2007年3月12日在监理工程师的督导下,在渠道桩号施工现场进行了试验,现将土工膜热熔焊的施工参数上报。 1、设计指标 土工膜选用二布一膜576g/㎡,厚度不小于2.7mm,膜厚3mm,搭接长度10cm,焊缝处溶为一体不得出现虚焊、漏焊和超量焊,焊接接头抗拉强度大于母材。土工膜接缝长度,焊接温度符合国家规范。 2、原材料生产厂家 浙江天鹏新纺材料有限公司 3、焊接设备 th-501型自动爬行焊接机 4、试验计划 th-501型自动爬行焊接机温度调节范围为0-400度,速度调节范围为0-5档。本次试验(气温25度)准备分别进行:温度250度/3档、250度/4档、250度/5档、300度/4档 300度/5档、350度/5档几种温度与速度的搭配方式的焊接。 5、试验过程 焊接面首先清理干净、无污物积水杂土等杂质,搭接要平缓、舒展。焊接宽度≥10cm。根据施工经验进行现场操作,接通电源,将焊机预热,此时指示灯为绿灯,然后根据试验计划将调温螺栓对准250度的刻度,当温度达到后指示灯由绿色变为红色,加热停止,保持恒温。然后调整调速按钮,调速分别到3、4、5档,然后将预焊接的样品放于加热轮下,确保搭接宽度10cm,然后用手将手柄提起的同时焊机自动前行,完成焊接。第二次将调温螺栓对准300度的刻度,调速分别到4、5档,然后将预焊接的样品放于加热轮下,确保搭接宽度10cm,然后用手将手柄提起的同时焊机自动前行,完成焊接过程;第三次将调温螺栓对准350度的刻度,调速到5档,然后将预焊接的样品放于加热轮下,确保搭接宽度10cm,然后用手将手柄提起的同时焊机自动前行,完成焊接; 6、试验结论 对以上几个焊接试验的焊缝进行人工手撕试验,温度250度/3档、250度/4档、250度/5档、300度/5档、350度/5的焊缝相对于300度/4的焊缝都不够结实,所以我们就按照300度/4档的搭配方式进行了正式的接头焊接6个,并送河北省水利工程质量检测中心站检测。检测结果为:接头土工膜母材抗拉强度平均值为3.69kn/m,土工膜焊缝抗拉强度平均值为3.88 kn/m,即土工膜焊缝抗拉强度平均值大于土工膜母材抗拉强度平均值,检验时土工膜焊缝接头样品断裂原因均为土工膜断裂,焊缝接头样品符合设计要求。表明土工膜焊接接头试验成功。 附:复合土工膜检验报告 7、土工膜焊接施工工艺 根据以上试验结果并结合我们的施工实际情况,我们制定了如下的施工工艺:
随着气温的变化,适当进行焊接温度和速度的调整,在实际施工过程中,以操作工人的实际经验为准,但是必须保证焊接质量,项目部质量安全部及时对焊缝抽检。
|
| ·上一篇:大型渠道衬砌注意50点 ·下一篇:渭河右岸华阴罗夫河口堤防交通桥工程现浇箱 |
all right reseverd. 凯发官网入口首页 copyright 2011 凯发官网入口首页的版权所有 陕西水利水电工程集团有限公司
地址:西安市经济技术开发区文景路中段202号 邮编:710018
电话:029-89101580 传真:029-89101580 凯发k8国际首页登录的技术支持:佳豪网络